Технология производства угловых теплоблоков. Оборудование и технологии производства теплоблоков. Этапы производства энергоэффективных теплоблоков
Площадь нашего производства 1650 кв.м на участке 4500 кв.м.
.JPG)
.JPG)
.JPG)

.JPG)
.JPG)
.JPG)
Производство теплоблоков очень трудоемкий процесс, требующий качественных материалов, высокой квалификации работников и хорошего оборудования. После разработки и патентования теплоблока ЦНИИСК им. В. А. Кучеренко в 1987г. , мы стали одной из первых организаций, которая начала серийное производство этого блока, строительство из него объектов недвижимости и разработку архитектурных решений, продолжая процесс усовершенствования самого блока, как в способе его производства, так и в отработке состава бетонных смесей. Опробовав два основных способа производства - безопалубочное сухое вибропрессование и опалубочное вибролитье, мы однозначно пришли к выводу, что вибролитье в составе жидкой бетонной смеси в опалубках дает самые высокие результаты, как по марке керамзитобетона (М150), так и по геометрической точности производимых элементов.

.JPG)
.JPG)

Сам процесс безопалубочного сухого вибропрессования не так уж и плох, если изделие однородно по составу бетона. Например, для производства брусчатки, бордюрного камня, отчасти тротуарной плитки он незаменим по скорости и объемам производства. Но для производства теплоблока, он абсолютно не пригоден, т.к. последний состоит из трех частей, причем средняя часть - это пенополистирол. Хорошее адгезирование (прилипание) пенополистирола с бетоном возможно лишь при жидкой бетонной смеси, с использованием вибрации и незначительного давления. При сухом вибропрессовании, адгезии пенополистирола с бетоном не происходит и соединение частей теплоблока между собой, происходит только при помощи армировочных штырей. Все три части теплоблока соединяются не прочно и имеют тенденцию "гулять" относительно друг друга, что в конечном счете влияет на прочность сооружения. К тому же, безопалубочное производство теплоблока, из-за его размеров, не дает хорошей геометрии изделия.
Все три части теплоблока соединяются не прочно и имеют тенденцию "гулять" относительно друг друга, что в конечном счете влияет на прочность сооружения. К тому же, безопалубочное производство теплоблока, из-за его размеров, не дает хорошей геометрии изделия.
Мощность нашего производства - около 2500 шт рядных блоков в смену , что составляет примерно 2 домокомплекта . Мы не ускоряем процесс твердения бетона при помощи пропаривания и нагрева. Используем только естественную сушку блоков при температуре от 14 о до 20 о С , которая является оптимальной для кристаллизации и созревания бетона.

.JPG)
.JPG)
.JPG)

.JPG)


При производстве теплоблока мы применяем только сеяный гидронамывной песок (в народе именуемый "мытый"), с содержанием глины не более 2% от объема, по нормативам производства бетонных изделий.
.JPG)
.JPG)
.JPG)
.JPG)
За длительное время производство теплоблоков мы пришли к выводу, что идеальная фракция использования керамзита от 0 до 5мм, в соответствие с ГОСТом СССР 1968г. , с максимально возможной маркой керамзитобетона М150. Это достигается или поставкой готового сырья нужной фракции, или дроблением на специальной установке более крупной фракции.
.JPG)



За время нашей деятельности мы наладили связи с производителем самого качественного серого и белого цемента, а именно с корпорацией ОАО "Хольцим РУС" г. Коломна (бывший Щуровский цементный завод), как самым стабильным и надежным партнером.




Лицевая часть блока изготавливается по технологии "искусственный камень" ("кремнегранит") на основе гранитной крошки, что делает теплоблок наиболее защищенным от агресивной внешней среды. А с 2007г. мы стали производить цветную лицевую часть на основе белого декоративного цемента М600, так же производимого ОАО "Хольцим РУС" г. Коломна, с вводом цветных пигментов (производство Чехия), непосредственно в бетонную смесь. Номенклатура цветов более 50 штук. Номенклатура фактур более 10 штук.

Теплоблок обладает всеми характеристиками, для того чтобы оставаться востребованным и популярным материалом среди строителей.
Его основные достоинства состоят:
- в наличии силовой части теплоблока, которая делает его прочным и надежным материалом. Как правило, эта часть выполнена из бетона или керамзита;
- в наличии утепленной части, которая изготавливается из пенопласта;
- в наличии облицовочной стороны теплоблока, которая выполнена с применением какого-либо узора или орнамента.
При производстве теплоблоков, существует возможность получать не только стеновой материал, но и материал который уже обладает частью утепленной и облицовочной стороной.
Как происходит производство теплоблока?
На сегодняшний момент, изготовление происходит по новой методике. Метод заключается в вибропрессовании. Раньше оно производилось с помощью вибролитья. Этот метод был менее технологически продуктивным и поэтому благодаря современной механизации производства, установки для изготовления теплоблоков вышли на новый, современный уровень.
В результате, производительность на таком оборудовании возросла в 5-7 раз, а качество изготавливаемой продукции увеличилось в 4-6 раз.
Видео: вибропресс ВП-600.
Вибропрессы для производства теплоблоков могут быть укомплектованы различными бетоносмесителями, а также дополняться различными элементами для того, чтобы повысить качество, и количество теплоблоков на одной установке. Если сменить оснащение, которое производит форму, то устройство будет изготовлять кирпичи, бордюры, садовую плитку.
В зависимости от объема производства, комплектация такой установки может быть различной. В зависимости от этого, варьируется и цена на такое оборудование, которое может стоить от 350000 до 2000000 рублей.
Преимущества автоматизированного оборудования
Производство теплоблоков на автоматизированном оборудовании обладает массой преимуществ, среди которых:
- Время, за которое производится один теплоблок – 1 минута.
- Экономия электроэнергии, так как теплоблок высыхает при температуре 15-18 градусов, поэтому не требуется сушильная камера.
- Площадь, которая требуется для размещения оборудования. В среднем потребуется 50-70 кв/м площади при высоте потолков 3 метра.
Основные составляющие устройства для производства теплоблоков
Оборудование, которое выпускает теплоблоки, должно быть оснащено минимальным перечнем устройств, благодаря которым будет возможно данное производство. Данный перечень должен состоять из:
- Вибропресса.
- Вибростула, для изготовления доборных теплоблоков.
- Стола, но котором можно осуществить раскрой пенопласта.
- Пластиковых форм для прессования различной формы.
- Пластиковых форм для производства половинчатых теплоблоков.
- Опалубка, благодаря которому можно изготовить угловые теплоблоки.
- Металлической пластинки для проемов.
- Съемника для опалубка.
- Контейнера для вибропресса изготовленного из ДСП.
Такое оборудование обойдется примерно в 800000 рублей. Также потребуется дополнительное оборудование, среди которого:
- Устройство для резки пенопласта.
- Полки.
- Парогенератор.
- Погрузчик.
- Камера пропарки.
Дополнительное оборудование также составит около 500000 рублей. Гораздо выгоднее приобретать такое устройство отдельно по комплектующим частям.
Возможно ли изготовить устройство для производства теплоблоков самостоятельно?
Изготовить самостоятельно полностью все оборудование невозможно в виду сложности некоторых устройств с технологической точки зрения. Например, к таким элементам относится вибропресс и вибростул, погрузчик, опалубок и его съемник.
А вот более простые элементы, можно выполнить и самостоятельно. Это может быть стол, формы, стеллажи. Тем не менее, для того, чтобы теплоблоки были высшего качества желательно покупать все устройство от производителя.
Видео: оборудование для изготовления теплоблоков.
Технология изготовления теплоблоков в домашних условиях, тонкости применения, опыт проживания
На портале уже неоднократно рассказывалось о сравнительно новом композитном кладочном материале – теплоблоках, но речь шла о заводских изделиях. Оказывается, и в домашних условиях можно получить материал с достойными характеристиками и в два раза дешевле. В этом убедился один из наших умельцев, построивший дом из теплоблоков собственного производства. В своей теме он рассказывает о тонкостях технологии, особенностях кладки и ощущениях от проживания.
- Изготовление теплоблоков
Изготовление теплоблоков
Теплоэффективные блоки (теплоблоки, полиблоки) представляют собой трехслойное изделие, с конструкционным слоем чаще всего из легких бетонов, преимущественно из керамзитобетона. Теплоизоляционный слой обычно из пенополистирола, реже из экструзионного пенополистирола. Внешний, декоративный слой – фактурный, окрашенный в массе или естественного серого цвета, в первом случае фасад после кладки не требует доводки, во втором необходима покраска.

Выбор в пользу теплоблока умелец сделал из-за удачного стечения обстоятельств.
Zzaur участник FORUMHOUSE
Я профессиональный программист, отношения к строительству ранее не имел. Но, тем не менее, когда пришлось строить дом, решил проектировать и строить самостоятельно. В этом мне помогли мой отец, интернет и руки. Почему полиблок – да потому, что мне случайно достались формы для литья, вибростол, бетономешалка и стол для нарезки пенопласта – весь комплект для самостоятельного производства полиблока.
Также повезло и с дачным участком, полученным еще во времена Страны Советов на окраине города, а ныне обросшим застройкой и оказавшимся очень даже в черте.
Чтобы дом получился максимально надежным, долговечным и теплоэффективным, умелец решил отливать блоки толщиной 40 см, с конструкционным слоем из тяжелого бетона с заполнением щебнем средней фракции. На Ставрополье довольно мягкие зимы, поэтому он посчитал, что толщины ППС 150 мм более чем достаточно. При создании проекта порядовка показала, что на дом потребуется около 1250 блоков – рядовых и угловых. Тем, кто в будущем планирует рассчитывать количество блоков, рекомендует делать вычисления в Excel.
Расходники
- Цемент М500 – 4,5 тонны (3 Биг бега).
- Щебень – 1 машина.
- Песок – 1 машина.
- ПСБ-С-25 (1000×1200×150 мм) – 20 м³.
Габариты плит пенопласта были выбраны в целях минимизации отходов, размер используемой в блоке вкладки составляет 150×20×40 мм.
Закупленного песка, щебня и цемента хватило не только на блоки, но и на фундаментную ленту, штукатурку стен, заливку пола и еще на забор осталось.

За счет оптовой закупки получилось солидно сэкономить на материалах. Прочность блоков Zzaur подобрал опытным путем – экспериментировал с пропорциями, формовал блок, относил на экспертизу. Остановился на растворе, дающем на выходе прочность М50-75, достаточно для одноэтажного дома с деревянным перекрытием. Блоки тестировались в готовом виде, с пенопластовой прослойкой.
Пропорции
На одну заливку формы из 12 блоков следующий замес:
- Цемент – 2 ведра.
- Гранитный щебень – 6 ведер.
- Песок – 11 ведер.
Для дополнительной фиксации пенопласта на каждый блок использовал по два отрезка стеклопластиковой арматуры (диаметр 6 мм, длина 20 см). Для придания фактуры натурального камня применял многоразовые вкладыши.
Zzaur
Форма устанавливается на вибростол, после заливки бетоном вибрируется 10-15 сек, после рохлей форму оттаскиваешь на несколько метров, накрываешь пленкой, и на следующий день еще теплые блоки кладутся на стену. Пенополистирол резал на столе для резки, стол для резки и вибростол сварил из листов метала и уголков, на вибростол снизу был приварен вибромотор (4000 р), а на стол для резки приделал через ЛАТР струну накаливания.

Перед заливкой формы выставлялись по уровню, кроме того, они оказались из качественного металла с «памятью», что позволило получить практически идеальную геометрию блоков с отклонением в 1-2 мм. В дальнейшем это помогло сэкономить кладочную смесь за счет тонкого шва. Угловые блоки изготавливаются в этих же формах, отличаются только используемые для лицевой стороны вкладыши и для получения «половинок» в форму устанавливается металлическая заглушка.
Стена из блоков получается легче, чем монолитная – хотя вес одного блока около 40 кг, из-за тяжелого бетона, в общей массе кубометр стены выходит около 1100-1200 кг. Себестоимость блока примерно 85-90 рублей, тогда как заводская цена в районе 200 рублей, кроме того, отсутствуют расходы на доставку и разгрузку, да и места для хранения не требуется.
Строительство дома из теплоблоков
Как программист, Zzaur «на короткой ноге» с компьютером, проект одноэтажного дома площадью 96 м², с габаритами 10×11,2 м, с порядовкой, разработал самостоятельно.

После разработки проекта умелец просчитал теплотехнические характеристики блока и точку росы, как показали расчеты – теплоблок проходит по всем параметрам.



Фундамент под дом ленточный, заглубленный на 1,2 м, все черновые полы – цементные, по грунту, после их заливки и набора прочности внутрь пятна застройки установили оборудование и начали кладку стен. С вечера заливались все пять форм, после обеда блоки аккуратно извлекались, еще теплыми, и сразу шли в работу. Получался замкнутый цикл – пока затвердевала новая партия, умелец с подсобником как раз успевали использовать 60 блоков предыдущей. Кладка на готовую «теплую» смесь, над дверными и оконными проемами металлический уголок (75×75 мм). Можно обойтись и обычным раствором, и шов сделать потолще, сама кладка под силу и непрофессионалу.
Zzaur
- Класть можно и на ЦПС, если соблюдать технологию, то проблем никаких, и шов до 2 см вид абсолютно не портит. Я использовал тоже ЦПС, только «теплую», в мешках – и волокиты, и мусора меньше, развел в ведре и пошел работать (затворяется легко и мастерком, только руки устают)
- Шов от 0,5 см до 2 см смотрится просто бомба, у меня 1 см.
- В самой кладке ничего сложного (себе сам клал), если хватает сил поднять и держать блок – мой тяжелый (42,5 кг) из-за щебня, если керамзитобетонный блок (27-30 кг), еще проще и быстрее. Главное – соблюдать уровень и следить за отвесом.
Производители теплоблоков рекомендуют расшивать швы и заделывать герметиком, умелец вместо расшивки проходил по свежим швам жесткой щеткой – сразу и брызги с лицевой части блока удалял. Обошелся без герметика и не жалеет, но возможно, спасают большие выносы – 80 см, достает только косой дождь в сильный ветер.
Коробка, начиная от закладки фундамента и заканчивая крышей, была построена за четыре месяца, два из них ушло на стены.
Следующим этапом были оштукатурены стены, залит чистовой пол, проведена электрика, водопровод и канализация. Штробы под электрику делал дрелью, весь дом прошел за день. Отверстия под болты для крепления стеклопакетов предварительно высверливал. Отопление газовое, от двухконтурного котла, поэтому отдельной котельной планировкой не предусмотрено.
Далеко не самое простое производство теплоблоков требует использования тщательно выверенной рецептуры для бетонной основы блоков и самой технологии формования полиблоков. Тем не менее, делать теплоблоки своими руками в полукустарных условиях вполне реально, если не экономить на оборудовании и расходных материалах.
Технология изготовления теплоблоков
Основное отличие в производстве теплоблоков заключается в способе получения бетонного несущего основания или прочного слоя. Для домашнего изготовления трехслойных блоков применяют три варианта техпроцесса:
- Вибропрессование бетонной смеси;
- Формование теплоблоков обычным литьем бетона в подготовленную форму;
- Ручная склейка теплоблоков из отдельных слоев.
К сведению! Все три способа отличаются по стоимости, качеству, точности геометрических размеров и прочности получаемых блоков.
Поэтому выбор технологии производства теплоблоков напрямую зависит от дальнейшего их использования и наличия оборудования.
Например, для небольшого одноэтажного дома подойдет полиблок, изготовленный на арендованном вибрационном прессе. Полноценные двух-трехэтажные коттеджи строятся из литых песчано-цементных теплоблоков. Для отделки фасада дорогостоящим типом плитки, плитки из натурального камня или керамогранита используют технологию ручной склейки блоков.
Особенности производства теплоблоков своими руками
Существует немало экспертных мнений, отстаивающих преимущества того или иного способа производства трехслойных полиблоков с пенополистирольным утеплителем. К их высказываниям следует относиться с определенной долей скептицизма, так как большинство суждений составляется на основании качества полученной единичной продукции кустарного производства, без учета и анализа соблюдения кустарями всех требований технологического процесса.

Важно! Если технология точно соблюдается, без поправок на местные особенности, то при любом способе изготовления теплоблоки получаются прочными и долговечными.
Это доказали и финские технологи, и европейский опыт возведения жилых малоэтажных зданий из трехслойного материала.
Оборудование для производства теплоблоков
Заниматься производством композитного бетонного блока имеет смысл только в том случае, если есть возможность взять в аренду или купить качественное оборудование для производства теплоблоков. В среднем окупаемость линии для камня составляет не менее полугода при 80% станочного парка.

Производить добротные теплоблоки своими руками можно только в единичных экземплярах, не более 3-5 штук в день. При такой организации производства стоимость блока будет не 260-270 руб. за камень, а все 300 руб. при значительно более низких механических характеристиках.
Для массового изготовления теплоблоков используют технологию вибропрессования. Это наилучший вариант. Линия компании «Монолит», изображенная на фото, способна выдавать несколько тысяч полистирольных блоков высокого качества.


Для кустарного производства используются гидравлические вибропрессы или самые простые ручные станки с механическим приводом. В этом случае технология производства теплоблоков не меняется, отличается лишь способ создания усилия – с помощью электродвигателя или руками.

Литьевой способ производства предусматривает автоматическую подготовку смеси и заливку форм с уложенным вовнутрь пенопластовым вкладышем. Формы с залитыми теплоблоками твердеют и выстаиваются в тепле при температуре в пределах от +5 до +45 о С. Формы под заливку стандартно собираются в пакеты по три штуки в ряду.
Кроме форм и прессового оборудования, потребуется станок для изготовления пенопластовых вкладышей, либо придется вырезать пенополистирольные кирпичи раскаленной проволокой.
Производство теплоблоков на вибропрессе
Больше всего претензий высказываются в адрес теплоблоков, изготовленных вибрационным прессованием. Основной список претензий сводится к следующему:
- Низкая механическая прочность керамзитобетона;
- Плохое сцепление декоративного камня или бетона с пенопластовым вкладышем, из-за чего происходит отслоение и накопление влаги внутри полиблока;
- Большая погрешность в геометрических размерах теплоблока.
Прочность теплоблока с керамзитобетонным слоем действительно ниже, чем у блока с литой песчано-цементной смесью. У последнего прочность бетонной отливки достигает класса В12 или М150. При использовании керамзита теплоблок теряет до 60% исходной прочности, но все равно материал оказывается вдвое крепче того же газобетона.
Проблемы с плохим сцеплением или геометрией полиблока возникают исключительно в случаях, когда пенопластовый вкладыш не проходит подготовку, или вибропрессование выполняется вручную.
К сведению! Для уплотнения формы теплоблока с керамзитобетоном требуется значительно больше времени и более высокая частота работы вибратора.
Процесс изготовления теплоблока на станке с электрическим или гидравлическим приводом состоит из следующих этапов:

Процесс изготовления теплоблоков сильно зависит от соблюдения условий твердения. Керамзитовые полиблоки с пенопластовым утеплителем выдерживают двое суток в теплой и влажной атмосфере, только в этом случае не будет трещин или сколов поверхности. Цементно-песчаные теплоблоки выдерживают до 20 суток при положительной температуре и регулярном увлажнении поверхности. Иногда в процессе домашнего производства пренебрегают условиями выдержки материала, в результате чего в бетоне появляются трещины.
Изготовление литого теплоблока
Технология изготовления блоков литьем практически не отличается от изготовления железобетонных плит, с той только разницей, что уплотнение цементно-песчаной смеси в металлической форме теплоблока существенно выше, чем у керамзитобетонных моделей.

Форма с установленным пенопластовым вкладышем и арматурой монтируется на вибрационном столе и заливается бетоном. Секрет высокой прочности цементно-песчаных теплоблоков состоит в использовании специальных пластификаторов, обеспечивающих удаление пузырьков воздуха.
В отличие от вибропрессовой технологии, когда бетон заливается в форму одновременно с двух сторон вкладыша, в литьевой схеме слои укладывают последовательно. Масса находится в форме до набора остаточной прочности. Не очень удобно, так как освободить оснастку без ущерба для структуры полиблока можно лишь на вторые сутки.

Соответственно, если планировать производство в кустарных условиях, то потребуется запастись пластиковыми формами в двойном комплекте, но все равно, дневная выработка обычно едва превышает 50 блоков.
Изготавливать трехслойные камни можно даже в условиях, когда нет возможности приобрести или купить подходящее оборудование для теплоблоков. Залитую смесь уплотняют ручной трамбовкой, или укладывают в форму тканевые вкладыши, а раствор замешивают с избыточным на 15% количеством воды. Если отливку трехслойного блока выдерживать не 1-2 суток, а минимум четыре дня при температуре в 10-12 о С, то прочность полиблока будет не хуже, чем после вибростола, правда, с более высокой усадкой.
Клеевые блоки
Помимо пенопласта и бетона, в производстве активно используются минеральное волокно, ЭППС, пенополиуретан и даже пеностекло. Для минерального и базальтового волокна, ЭППС можно выполнять вибролитье без разделения слоев, по обычной схеме. Но в этом случае полиблоки получаются недостаточно прочными, поэтому в штучном производстве их зачастую клеят акриловыми смесями.

Аналогичный способ используется в ситуациях, если для наружной отделки используются плитки из натурального природного камня. Чтобы не рисковать материалом, мраморный известняк, габбро и даже отдельные виды керамики чаще всего наклеивают на уже готовый камень.
Производство вкладышей для теплоблоков
Для небольшой партии полиблоков закладные вкладыши можно изготовить обычным проволочным резаком из нихромовой проволоки. Если речь идет о производстве нескольких сот трехслойных блоков в день, то потребуется специальный пазонарезной станок, как на видео
Внутри короба с двойными стенками расположен проволочный профилированный контур. Вырезанная по размерам заготовка вкладыша, проходя через раскаленный шаблон, получает необходимый профиль пазов.

После прохождения раскаленной проволоки поверхность пенопласта не оплавляется, как при резке ручным инструментом, а приобретает плотную и шероховатую текстуру. Если вкладыши приходится резать ручным инструментом, то пенопластовую поверхность перед заливкой предварительно обрабатывают грунтовкой.

Формы для теплоблоков
Стандартная пресс-форма для вибропрессового станка выполняется из металла по коробчатой схеме с быстросъемным днищем. Коробку закрепляют на станине пресса и выставляют под габариты движения пуансона. Нагрузки на стенки формы относительно невелики, поэтому срок службы приспособления может исчисляться сотнями тысяч штук теплоблока.
Для вибролитья используют разборные формы из ударопрочного пластика АБС. Материал легко выдерживает длительный нагрев до 75 о С, поэтому полиблоки можно выдерживать в пропарочной камере.
Вибропресс для теплоблоков
Одним из наиболее интересных вариантов оборудования для производства в домашних условиях считается универсальный вибропресс ВП600. При массе оборудования с оснасткой чуть более 180 кг пресс способен за 30 секунд сформовать полноценный блок весом в 30 кг.

Более мощное оборудование, например, вибропресс ВИПР1-2М, обеспечивает производство на уровне 50-60 полиблоков в час.

Станок для теплоблоков
Для домашнего производства полиблоков использование вибропрессового оборудования ВП600 или ВИПР оказываются слишком энергоемким и дорогим в обслуживании. Более простые и дешевые приспособления и станки обеспечивают приемлемую производительность по количеству полиблоков при минимальной цене и затратах электроэнергии.
Простейший вариант станка для производства блоков приведен на фото.

Конструкция представляет собой вибростол с рамой, на которой закреплены подвижные консоли с прессующими пуансонами. Стол приводится в действие электродвигателем мощностью 500 Вт, что вполне достаточно для вибрационного уплотнения теплоблоков размером 600х300 мм.
Для укладки и съема формы в конструкции станка используется подкатная тележка, при этом оборудование рассчитано на нагрузку в 300 штук блока в день.
Бизнес план по производству теплоблоков
Отпускная цена фирменного трехслойного блока составляет 260 руб. Для получения постоянных заказов себестоимость блока 40х30х20 см должна быть не более 250 руб. при толщине утеплителя в 100 мм, прочной основы — 150 мм, декоративной облицовки — в 50 мм.
Соответственно, затраты на материалы для производства десяти полиблоков составят:
- Цементно-песчаной смеси – 170 л или 350 руб., при изготовлении замеса собственными силами;
- Пенополистирольный вкладыш 40х20х10. Стоимость десяти пенопластовых вкладышей будет равна 150 руб.;
- Декоративный камень для десяти штук обойдется в 100-120 руб.
Всего затраты на материалы для изготовления десяти блоков составят 600-620 руб.

Кроме того, стоимость комплекта форм — это еще 10 тыс. рублей. Цена наиболее простого станка для теплоблоков – 85 тыс. руб. Всего затраты на производство первой коммерческой партии в 500 штук составят 30 тыс. руб. на материалы и 95 тыс. руб. на оборудование. Выручка от производства составит 125 тыс. руб.
Заключение
Производство теплоблоков, при использовании качественного оборудования и материалов, считается высокоприбыльным видом бизнеса. На самоокупаемость проекта потребуется минимум три месяца, после чего производство будет приносить устойчивую прибыль, при условии, что в месяц реализуется не менее тысячи полиблоков.
Среди множества направлений бизнеса на строительных материалах производство теплоблоков является одним из самых перспективных. Теплоблоки отличаются прочностью, теплоэффективностью и эстетичностью. Здания из этого материала возводятся быстро, а их отопление стоит в 2,5 раза меньше обогрева помещений аналогичного размера из кирпича. Рассказываем, какими свойствами обладают теплоблоки, из чего они состоят и какими методами производятся.
Теплоблок, термоблок или теплоэффективный блок - это современный строительный материал. Его основное конкурентное преимущество заключается в высокой теплоизоляции. Считается, что такие блоки сокращают затраты на отопление здания в 2-3 раза.
Внешне этот материал представляет собой композиционный блок из керамзитобетона или аналогичного материала и пенополистирола. Лучшим вариантом считается гранитный отсев, так как керамзит имеет пористую структуру и большое количество воздуха внутри. Внешний вид блоков имитирует камень, мрамор, гранит или кирпич. Дополнительная отделка им не нужна. Компоненты укладываются в 3 слоя:
- внешний слой - керамзитобетон, цемент, гранитный отсев;
- утеплитель - пенополистирол;
- несущий слой - керамзит.
Теплоблоки используются для строительства
Трёхслойная структура обеспечивает высокую теплоэффективность материала, который превосходит кирпич в среднем в 2-3 раза. Конечные эксплуатационные характеристики зависят от соблюдения технологии изготовления и качества исходных материалов. Чаще всего в качестве прослойки используют пенополистирол толщиной от 12 до 20 см. Разумеется, такой разброс величин напрямую влияет на теплоэффективность блока.
Обратите внимание, что для роли утеплителя подходит только пенополистирол с плотностью не менее 25 кг/м3. Более низкая плотность не обеспечивает теплоизоляцию.
При изготовлении термоблоки иногда скрепляют стержнями из базальта или стеклопластика. Это необходимо, потому что компоненты отличаются структурой и без такого скрепления рискуют расслоиться.
Преимущества и недостатки
Теплоэффективные блоки - это современный строительный материал, который объединяет в себе преимущества нескольких компонентов и многослойной структуры. Самые весомые плюсы теплоблоков:
- сокращают расходы на отопление в 2-3 раза (при условии использования качественного материала);
- в жаркую погоду здания из теплоэффективных блоков сохраняют прохладу;
- высокая скорость возведения зданий из-за большого размера блоков и возможности кладки в 1 ряд;
- экономия на растворе для соединения блоков из-за их крупного размера;
- сравнительно простая методика изготовления;
- теплоблоки с облицовкой имеют эстетичный внешний вид без отделки, материал имитирует камень, гранит или кирпич;
- устойчивость к перепадам температуры, влажности, плесени и грибку;
- лёгкий вес создаёт низкую нагрузку на фундамент;
- мало строительных отходов;
- мини-станки для теплоэффективных блоков можно использовать для производства других строительных материалов, например, пенобетонных или керамзитовых;
- стоят дешевле кирпича и пенобетонных блоков.
Для более объективной характеристики термоблоков к внушительному списку достоинств стоит добавить несколько минусов. Во-первых, изготовление теплоблоков - сложный технологический процесс. Нарушение любого из циклов приводит к многократному ухудшению эксплуатационных характеристик. Одна ошибка – и материал по теплоэффективности не отличается от кирпича.

От размера утеплителя зависит теплоизоляция блоков
Во-вторых, при производстве стоит использовать достаточно дорогие материалы. Любая попытка снизить себестоимость изделий с помощью дешёвых аналогов приводит к ухудшению показателей теплосбережения. В-третьих, прочность термоблоков ограничена, они подходят только для малоэтажного строительства, до 3 этажей. Последний недостаток касается только изделий, собранных в «кустарных условиях» - нарушение геометрии. Недостаточно ровные блоки неидеальной формы существенно замедляют скорость строительства, а также снижают надёжность и качество возведённого объекта. Теплоблоки, собранные с соблюдением технологии на промышленном предприятии, таким минусом не обладают.
Технология производства
Термоблоки - это композитный материал, состоящий из разнофактурных компонентов. При производстве необходимо обеспечить им надёжное сцепление. Для этого используют вибролитье или вибропрессование, а компоненты блока соединяют арматурой. Изготовить качественные теплоблоки своими руками трудно. Без достаточного уплотнения компоненты будут расслаиваться, а материал окажется негоден для использования.
Оптимальным вариантов производства будет завод. На полноценном предприятии можно контролировать все этапы работы над блоками и тестировать их качество.
Предприятие должно производить несколько видов термоблоков:
- стандартные;
- угловые;
- половинчатые;
- дверные;
- подоконные.
Для каждого вида есть специальные пластиковые формы. Разнообразие форм существенно упрощает строителям возведение объекта, так как избавляет от необходимости что-либо обрезать, сокращать или подгонять.

Вибропресс
Этапы изготовления
Технология производства теплоэффективных блоков включает следующие этапы:
- Приготовление раствора из песка, цемента, керамзита или гравия с водой в бетономешалке. Иногда в раствор добавляют химические компоненты, улучшающие прочность состава.
- В формы для теплоблоков (матрицы) вставляют пенополистирольный вкладыш. В форму он должен входить плотно, без усилий и не выступать за её края.
- В форму заливают раствор.
- Уплотнение методом вибролитья или вибропрессования.
- После уплотнения блоки сохнут в тепловой камере.
- Сухие термоблоки вынимают из формы. Они готовы к продаже и строительству.
Количество готовых блоков за смену будет зависеть от мощности оборудования, объёма сушильной камеры и квалификации персонала. Среднее время изготовления одного блока - 4,5–5 часов, 4 из которых блок будет сохнуть. Без камеры скорость высыхания составит приблизительно 8 часов.
Сырье
В состав теплоблоков входят несколько материалов:
- цемент, гранитный отсев или керамзитобетон;
- пенополистирол, обычный или экструдированный, плотностью от 25кг/м3;
- отделочные материалы (необязательно).
Керамзит считается наименее прочным из-за пористой структуры. Гранитный отсев надежнее, хотя и стоит дороже. Что касается утеплителя, то на его плотностью нужно обязательно обращать внимание. Менее плотные виды стоят дешевле, но не способны обеспечить высокую теплоэффективность. Блоки с обычным пенопластом внутри лишены всех конкурентных преимуществ.
При покупке сырья ориентируйтесь на ГОСТ ТУ 5741–001–76847650–2011. Здесь названы все нормы прочности, плотности, морозостойкости, толщины, веса и габаритных размеров готовых теплоблоков.
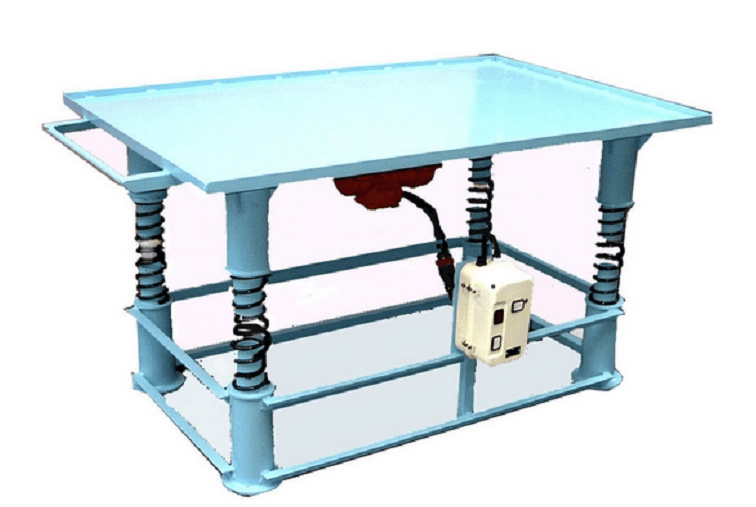
Метод вибролитья
Первый метод уплотнения теплоэффективных блоков называется вибролитьём. Его суть заключается в следующем. Матрицы устанавливают на вибростол и заливают в них раствор. Интенсивная вибрация равномерно распределяет смесь без воздушных пузырьков и пустот. После обработки на вибростоле формы складывают в сушильной камере, где блоки доходят до готовности.
Некоторые мастера ухитряются изготовить вибростол самостоятельно. Средняя рыночная цена такого достаточно мощного аппарата - 30 тысяч рублей. Производство блоков с помощью вибролитья считается более доступным вариантом, оптимально подходит начинающему бизнесу и в условиях ограниченного стартового капитала.

Производство блоков
Метод вибропрессования
Вибропрессование более производительно, позволяет добиваться большей эффективности работы предприятия, увеличивать количество готовых изделий за смену. В пресс-форму вибропресса погружают полусухую смесь (без воды). Аппарат воздействует на будущий блок не только вибрацией, но и пуансоном - внутренней деталью пресса, которая давит на форму.
Таким образом, при вибропрессовании термоблоки одновременно обрабатываются вибрацией и давлением. В совокупности это обеспечивает изделиям большую прочность. Их эксплуатационные характеристики будут лучше, чем у изделий после вибролитья, даже если используется одинаковое сырьё. Вибропрессование способствует высокой автоматизации производства и исключает человеческий фактор.
Оборудование
Бизнес-план производства теплоблоков подразумевает подробный перечень оборудования - техники и станков, которые будет использовать производитель теплоблоков. Но из представленного выше материала мы выяснили, что есть 2 варианта организации работы. Соответственно, перечень оборудования для них будет пусть и незначительно, но различным.
Стандартное оборудование для термоблоков:
- бетоносмеситель;
- аппарат и стол для резки пенополистирола;
- формы или матрицы для блоков нескольких разновидностей (пластиковые или алюминиевые);
- опалубки и агрегаты для её снятия;
- вибростол или вибропресс;
- пропарочная машина;
- сушильная камера;
- погрузчик.

Для процесса производства нужно подходящее по размерам помещение
Линия с вибростолом обойдётся в среднем в 800 тысяч рублей, с вибропрессом - примерно в 1,5 миллиона рублей. Чтобы упростить открытие предприятия, обратите внимание на готовые комплекты техники. Производство оборудования для теплоблоков в России активно развивается, поэтому можно найти достойные варианты за небольшие деньги. Например, комплект без сушильной камеры от российского изготовителя доступен всего за 270 тысяч рублей. Более продвинутые варианты можно подобрать в пределах 1 миллиона рублей, а самые укомплектованные, с возможностью производить блоки с декоративной облицовкой - за 3 миллиона.
Изготовление теплоблоков своими руками
Если теплоблоки требуются в ограниченном количестве для личного использования, можно попробовать изготовить их самостоятельно. Их прочность будет уступать промышленным изделиям, а геометрия будет недостаточно ровной, не идентичной. Но при необходимости сэкономить, произвести небольшую партию теплоблоков самостоятельно - это хороший вариант.
Производство термоблоков в домашних условиях предполагает метод вибролитья. То есть мастеру потребуется вибростол, возможно, собранный вручную. Наименьшая стоимость маломощного агрегата на рынке - 8 тысяч рублей. Формы изготавливают тоже самостоятельно, из металла или дерева. Замешивая раствор без бетоносмесителя, проследите за его равномерностью, отсутствием комков. Пенополистирол нарезайте с разметкой. Укладывая утеплитель в форму и заливая его раствором, не спешите. Сушите матрицы на открытом воздухе и солнечном свете 8-9 часов.
Теоретически, можно обойтись без уплотнения на вибростоле, но качество изделий будет существенно ниже. Для бизнеса вариант ручного производства категорически не подходит: слишком низкая скорость изготовления и пониженное качество изделий.
Заключение
Есть 2 технологии производства теплоблоков: вибролитье и вибропрессование. Первый вариант обойдётся предприятию дешевле, но скорость изготовления изделий и их качество будут ниже. Вибропресс стоит дороже, зато многократно повышает производительность. При производстве теплоэффективных блоков важно использовать качественное сырьё и чётко соблюдать требования технологического процесса. Иначе достичь необходимых показателей теплоэффективности и прочности не получится.